Abgaswärmetauscher in der Produktion
Energierückgewinnung in der Backofenherstellung Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
 Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
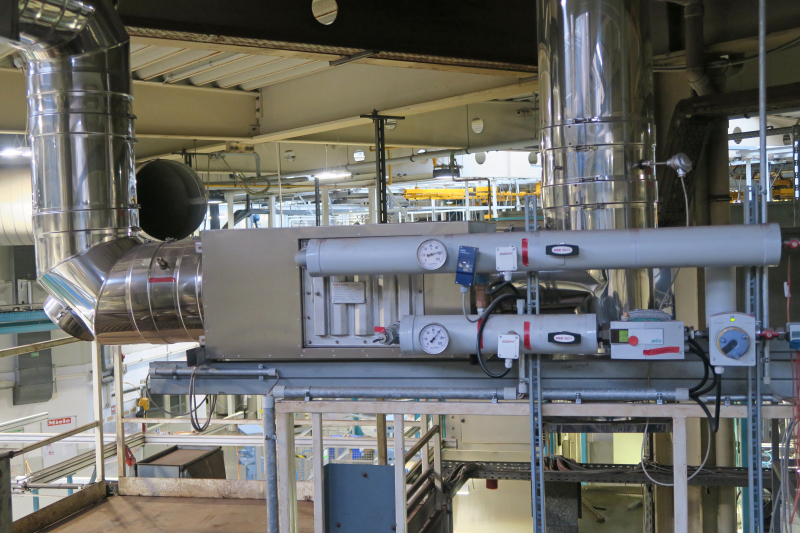 Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
 Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
 Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
 Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
 Foto: Raab-Gruppe, Neuwied
Foto: Raab-Gruppe, Neuwied
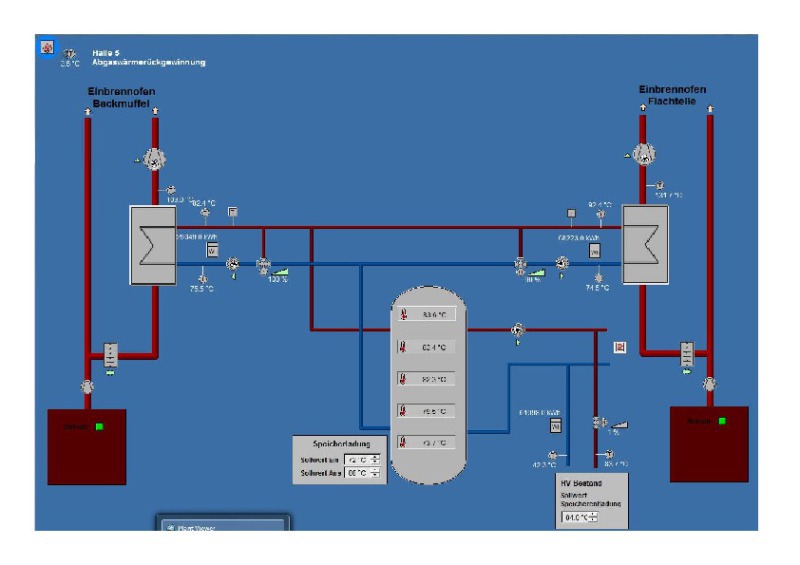 Foto: Miele, Oelde
Foto: Miele, Oelde
 Foto: Miele, Oelde
Foto: Miele, Oelde
Im Werk Oelde der Miele & Cie. KG werden Backöfen bei hohen Temperaturen emailliert. Ein großer Teil der eingesetzten Energie lässt sich mithilfe von Abgaswärmetauschern zurückgewinnen und kommt erneut dem Herstellungsprozess sowie der Gebäudeerwärmung zugute. Vor der Konzeption der Anlage erfolgte eine Datenerfassung der Energiepotentiale.
Weniger Energie verbrauchen
Das Energiemanagement bei Miele, ein nach DIN ISO 50001 zertifiziertes Unternehmen, liegt in Händen von Martin Milchers, dem Leiter der Betriebstechnik, der gleichzeitig ausgebildeter Energieberater ist. Er war maßgeblich an der Umsetzung der Wärmerückgewinnung beteiligt. „Miele legt nicht nur Wert auf energieeffiziente und nachhaltige Produkte, diese Maßstäbe gelten auch für die Herstellung“, stellt Martin Milchers fest. Gerade bei der Produktion von Backöfen wird in Teilen mit Temperaturen von 840 bis 860 °C gearbeitet, denn der Innenkorpus jedes Backofens sowie...
Jetzt Artikel freischalten:
tab DIGITAL
14 Tage kostenlos testen
2,49 € / Woche*
Fachwissen jederzeit und überall.
Greifen Sie auf exklusive PLUS-Artikel und das komplette Online-Archiv zu und lesen Sie tab bequem im E-Paper-Format. Das digitale Abo für alle, die flexibel bleiben möchten.
Ihre Vorteile:
- Exklusive tab-PLUS-Artikel
- 6 E-Paper für mobiles Lesen
- Online-Archivzugang
*129,48 € bei jährlicher Abrechnung inkl. MwSt.
tab KOMBI
4,99 € / Woche*
Das komplette tab-Erlebnis – digital & gedruckt.
Für alle, die Fachinformationen auf allen Kanälen nutzen möchten: Kombinieren Sie Print und Digital, profitieren Sie von unseren Fachforen und präsentieren Sie Ihr eigenes Projekt.
Ihre Vorteile:
- Exklusive tab-PLUS-Artikel
- 6 Print-Ausgaben pro Jahr
- E-Paper für mobiles lesen
- Teilnahme an einem Fachforum
- Online-Archivzugang
- Veröffentlichen eines Projekts
*259,48 € bei jährlicher Zahlung inkl. MwSt. & Versand





